数控车床编程代码
发布时间:2025-05-24 01:46:33 发布人:远客网络

一、数控车床编程代码
G00点定位 G50*刀具偏置0/- G01直线插补 G51*刀具偏置+/0 G02顺时针圆弧插补 G52*刀具偏置-/0 G03逆时针圆弧插补 G53直线偏移注销 G04*暂停 G54直线偏移X G05*不指定 G55直线偏移Y G06抛物线插补 G56直线偏移Z G07*不指定 G57直线偏移XY G08*加速 G58直线偏移XZ G09*减速 G59直线偏移YZ G10-G16*不指定 G60准确定位(精) G17 XY平面选择 G61准确定位(中) G18 ZX平面选择 G62准确定位(粗) G19 YZ平面选择 G63*攻丝 G20-G32*不指定 G64-G67*不指定 G33螺纹切削,等螺距 G68*刀具偏置,内角 G34螺纹切削,增螺距 G69*刀具偏置,外角 G35螺纹切削,减螺距 G70-G79*不指定 G36-G39*不指定 G80固定循环注销 G40刀具补偿/刀具偏置注销 G81-G89固定循环 G41刀具补偿--左 G90绝对尺寸 G42刀具补偿--右 G91增量尺寸 G43*刀具偏置--左 G92*预置寄存 G44*刀具偏置--右 G93进给率,时间倒数 G45*刀具偏置+/+ G94每分钟进给 G46*刀具偏置+/- G95主轴每转进给 G47*刀具偏置-/- G96恒线速度 G48*刀具偏置-/+ G97每分钟转数(主轴) G49*刀具偏置0/+ G98-G99*不指定 M00*程序停止 M36*进给范围1 M01*计划结束 M37*进给范围2 M02*程序结束 M38*主轴速度范围1 M03主轴顺时针转动 M39*主轴速度范围2 M04主轴逆时针转动 M40-M45*齿轮换档 M05主轴停止 M46-M47*不指定 M06*换刀 M48*注销M49 M07 2号冷却液开 M49*进给率修正旁路 M08 1号冷却液开 M50* 3号冷却液开 M09冷却液关 M51* 4号冷却液开 M10夹紧 M52-M54*不指定 M11松开 M55*刀具直线位移,位置1 M12*不指定 M56*刀具直线位移,位置2 M13主轴顺时针,冷却液开 M57-M59*不指定 M14主轴逆时针,冷却液开 M60更换工作 M15*正运动 M61工件直线位移,位置1 M16*负运动 M62*工件直线位移,位置2 M17-M18*不指定 M63-M70*不指定 M19主轴定向停止 M71*工件角度位移,位置1 M20-M29*永不指定 M72*工件角度位移,位置2 M30*纸带结束 M73-M89*不指定 M31*互锁旁路 M90-M99*永不指定 M32-M35*不指定
二、核桃编程小人踢球教程
小猫在足球场上踢球,当小猫与足球保持一定距离时,小猫跑向足球,当小猫碰到足球时,将足球踢到舞台的任意位置,小猫继续向足球跑,整个过程不断重复,直到人为控制程序停止。
根据剧本,我们的程序需要改变舞台背景为足球场,同时需要小猫,足球两个角色。
首先、按照我们之前学习的方法导入足球角色(角色库中的Ball-Soccer),同时设置背景为背景库中的足球场(playing-field),当然小朋友也可以选择自己喜欢的其他图案,都是没有问题的。
其次、我们需要调整好角色的大小和位置。设置好的舞台及角色入下图
下面我们希望让小猫持续的动起来,这里我们采用“移动10步”这个指令让小猫不停向前跑动,拖动“移动10步”到脚本区,每次双击指令,小猫都会移动10步,不过为了让小猫不断跑而不要停下来,我们需要在移动指令外面加上一个重复指令如下图,这个时候再次双击组合后的指令,会发现小猫一直向前跑,直到舞台的边缘,如果不停止程序,即使把小猫拖回来,小猫还是会继续跑。
现在的移动命令,小猫运动的比较快,我们希望小猫的动作可以更自然一点,每次移动后有一个小的停顿,可以如图通过增加等待指令在移动指令下面,再次运行观看效果。后面我们将通过修改这段指令,让小猫跑动起来的样子更自然,这里暂时先这样。
通过上一步,小猫持续运动起来了,但是根据我们的要求,我们是希望小猫跑向足球,而不是一直向前跑,这个时候就需要在跑动时不断调整方向,让小猫面向足球的方向,这里通过“面向……”指令来实现这个功能。
将面向指令放在重复执行里所有指令的最上面,组合指令如下,再次观察指令效果,会发现小猫可以开始向足球移动了。
完成上面这步之后,会发现有一个问题,小猫在向足球移动时,小猫会随着方向转动非常不美观。这里我们调整小猫的旋转模式为左右旋转,这样看起来会更加自然。双击组合后的代码,不断拖动小猫到不同的位置来查看运行效果
移动足球到屏幕任意的位置,我们可以通过指令“移到鼠标指针”来实现,还记得吗?那里有一个random position选项。
因为这个指令是对足球下达的,所以应该在足球这个角色中添加这条指令。
现在我们在足球角色下双击“移动……”指令,可以手动控制将足球移动到随之的位置了。
先双击小猫角色的指令,然后切换到足球角色,通过不断的双击“移动……”指令,现在小猫开始追着足球不断跑了
到目前位置,我们的程序需要不断手动的点击小猫的代码,然后再不断的点击足球的代码,在实际的程序运行中是无法这样操作的。
我们希望当小猫向足球跑,碰到足球时,能够自动的让足球变换一个位置。
这里面就需要用到一些新的指令。
首先要能识别出小猫碰到足球。选择小猫角色,在监测指令中,有一个“碰到”指令,这条指令用来监视舞台中的小猫是否碰到了指定元素。注意到这个指令的上下都没有凸起或凹槽,因为这个指令并不是作为顺序执行的语句,而是需要嵌入到其他指令中来使用的。
其次需要使用的新指令是在控制指令中的“如果……那么,否则”指令,怎么样?有没有感觉这个指令有点像语文中学到的“如果……那么……”关联词呢?没错,这里表达的就是同样的逻辑。
将以上两条新指令拖动到小猫角色的脚本区,组合起来。
在监视指令的下拉列表中选择足球元素的名字,这样组合后的指令翻译成我们的话,就是当发现小猫碰到足球的时候,我们要怎么样?否则,当小猫没有碰到足球的时候,我们要怎么样?
根据我们的设想,我们希望当小猫没有碰到足球的时候一直跑向足球,而当碰到足球的时候,通知足球移动到一个新的位置。
现在这段程序翻译成我们说的话,就是重复的让小猫跑起来,如果小猫碰到足球,这里我们不知道该怎么办先空着,如果小猫没有碰到足球,那么小猫就不停的跑。
下面我们需要增加一些代码,让小猫碰到足球时,足球能够自动移动,就好像小猫碰到足球时告诉足球一下,“足球,该你移动了”。
这里我们需要用到一个发送消息的指令,在事件指令中,有一个“广播消息”指令,将他拖动到脚本区。
我们希望给消息起一个新的名字,叫“小猫踢球”,点击下拉列表中的“新消息……。
在对话框中写小猫踢球然后确定。
下面我们将这条消息与之前的代码组合起来。
现在,小猫已经在碰到球时,会向整个舞台广播名叫“小猫踢球”的消息。
回到足球角色,在足球角色的移动代码前添加“当接收到……”指令,组合后的指令如下,这个指令也在事件指令中可以找到。这样,当足球角色听到小猫广播的消息,就会自动执行移动的命令了。
现在回到小猫角色,双击组合后的指令,看看发生了什么?
没错,小猫踢球的连续动作已经实现了。
最后就是在小猫的所有指令组合前加上控制程序开始运行的命令
我们的程序虽然已经初步完成了,但是会发现小猫移动的样子很呆板,如果小猫跑动的时候,两条腿能够像真正跑步那样动起来,会更加好看一些,下面我们就来实现这个功能。
选择小猫角色,在指令区有一个造型标签,
点击造型标签,会发现有造型1,造型2两个样子,上下来回点一点两个造型,会发现舞台中的小猫角色腿不停的动起来了,实际的动画,就是通过连续播放这种不同造型的角色,来给人一种角色动起来的感觉。
下面我们就希望,在小猫运动的过程中,能够让程序自动的来回切换这两种造型。这个功能是通过“外观”指令中的下面两条指令来实现的。
“将造型切换为……”:指令可以自动控制将角色切换到指定的造型,下拉列表可以选择。
下一个造型:通过循环的方式,从第一个造型开始依次切换,当切换到最后一个造型时再从第一个开始,由于这里只有两个造型,因此切换顺序是1、2、1、2……
在小猫角色中组合如下指令,再起运行,小猫是不是已经像跑起来的样子了?
我们也可以采用第二个切换造型的指令,让代码看上去更加简洁。
现在小猫踢球的程序已经完成了。
请小朋友试着再新建一个小猴子的角色,让小猴子和小猫一起来踢球吧。
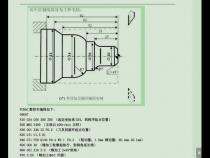
三、数控编程g代码m代码有哪些
1、G24 ATC原始位置移动指令(不带直线插补)
2、G25节点位置移动指令(不带直线插补)
3、G34变螺距螺纹车削循环:增加螺距
4、G35变螺距螺纹车削循环:减少螺距
5、G36动力刀具轴-进给轴同步进给(正转)
6、G37动力刀具轴-进给轴同步进给(反转)
7、G84棒料车削循环中改变切削条件(LAP)
8、G100刀架A或刀架B单独切削的优先指令
9、G102创成加工中圆弧插补(正面)(CW)
10、G103创成加工中圆弧插补(正面)(CCW)
11、G132创成加工中圆弧插补(侧面)(CW)
12、G133创成加工中圆弧插补(侧面)(CCW)
13、G142自动脱模主轴加工模式的指定
14、G143自动脱模主轴和第3刀架加工模式的指定
15、G159刀具轴方向刀具长度偏移量(不带旋转位移偏移量)
16、G160取消刀具轴方向刀具长度偏移量
17、G183动力刀具复合固定循环:深孔钻
18、G185动力刀具复合固定循环:轴向螺纹车削
19、G186动力刀具复合固定循环:端面螺纹车削
20、G187动力刀具复合固定循环:轴向直螺纹车削
21、G188动力刀具复合固定循环:经向直螺纹车削
22、G189动力刀具复合固定循环:铰孔/镗孔
23、G190动力刀具复合固定循环:键槽切削循环
24、G191动力刀具复合固定循环:轴向键槽切削循环
25、M17机外测量数据通过RS232C传送请求
26、M20尾架干涉区或主轴干涉监视关(对面双主轴规格)
27、M21尾架干涉区或主轴干涉监视开(对面双主轴规格)
28、M61圆周速度恒定切削时,恒定旋转应答忽视
29、M67凸轮车削循环中同步运行模式取消
30、M85 LAP粗车循环后不返回起始位置
31、M140攻丝循环动力刀具恒周速应答忽视
32、M154附加送气口2关(测量用吹气口)
33、M155附加送气口2开(测量用吹气口)
34、M163动力刀具主轴倍率固定(100%)
35、M168忽略动力刀具轴恒周速应答忽视
36、M188尾架连接关(牵引可编程尾架规格)
37、M189尾架连接开(牵引可编程尾架规格)
38、M191动力刀具主轴分度方向指定(顺时针)
39、M192动力刀具主轴分度方向指定(逆时针)
40、M196螺纹车削相位核对位移量有效
41、M197螺纹车削相位核对位移量清除
42、M204 LR15M-ATC;循环时间缩短规格(刀库换刀门关)
43、M205 LR15M-ATC;循环时间缩短规格(刀库换刀门开)
44、M206 LR15M-ATC;循环时间缩短规格(后退位置防护罩开)
45、M207 LR15M-ATC;循环时间缩短规格(后退位置防护罩关)
46、M212 M-刀具轴在第三刀架上停止或键槽切削循环:交叉切削模式
47、M213 M-刀具轴在第三刀架上停止或键槽切削循环:进给量指定切削模式
48、M214 M-刀具轴在第三刀架上停止或键槽切削循环:等分切削模式
49、M227 LR15M-ATC;ATC操作完成等待指令
50、M265脉冲手轮控制方式是取消快速进给
51、M296时间常数切换(用于少量切削标志)
52、M297时间常数切换(用于有效形状)