g83指令怎么用
发布时间:2025-05-21 13:18:57 发布人:远客网络
一、g83指令怎么用
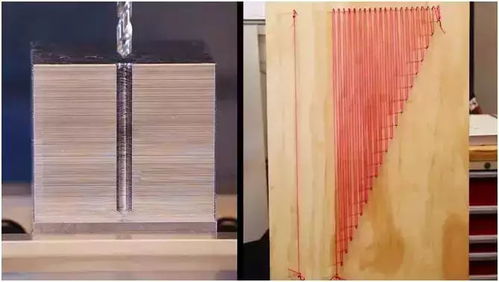
G83指令全称深孔往复排屑钻孔循环指令。指令执行间歇切削经给到孔的底部,钻孔过程中孔排出切屑。
图中d表示间断进给时,每次下降由快速转为切削进给前这一点与前一次切削进给下降的点之间的距离。有系统内部参数设定。
2、指令格式:G83:X__Y__Z__R__Q__F__
(1)Ⅹ、Y:以增量或绝对方式指定被加工孔的位置。(加工孔的位置)
(2)Z:绝对方式下指定Z轴方向孔底位置,增量方式下指定从R点到孔底的距离。
(3)R:在绝对方式下指定Z轴方向R点的位置,增量方式下指定从初始点到R点的距离。
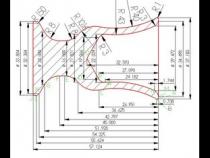
编写加工程序,加工下图所示垫块,材料为45钢,硬度为200~250HBS。
G98 G83 X-120.Y70.Z-130.R5.Q8.F50;
G83钻孔循环只能简化编程,并不能提高加工效率,如果几个回合的退刀就可以完成的,建议还是用G1编程,每一回钻深些,第二回钻的深度为第一回深庋的80%,以后递减。这才是最好的解决方案。
钻孔循环被中止后,再次起启将从开始执行,需在注意钻孔精庋。根据系统参数设定,钻孔循环每次退刀可以设定为完全退出,或只退回参数R的值。系统不同,其使用参数或有不同,具体请以机床系统手册为准。
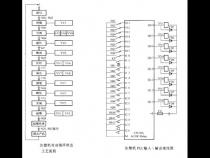
二、数控车床G指令和M代码详细解释
G00运动轨迹有直线和折线两种,该指令只是用于点定位,不能用于切削加工。
G01按指定进给速度以直线运动方式运动到指令指定的目标点,一般用于切削加工。
2.指定平面加工,一般用于铣床和加工中心
G17:X-Y平面,可省略,也可以是与X-Y平面相平行的平面
G18:X-Z平面或与之平行的平面,数控车床中只有X-Z平面,不用专门指定
参考资料来源:百度百科-数控车床
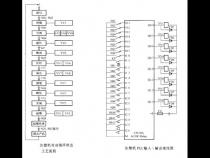
三、数控车床什么代表指令
G代码是数控程序中的插补指令。一般都称为G指令代码。M代码定义为辅助功能代码。M代码起到机床的辅助控制作用。S,代码
主轴速度指令代码。T代码刀具换刀指令代码。
G00运动轨迹有直线和折线两种,该指令只是用于点定位,不能用于切削加工
G01按指定进给速度以直线运动方式运动到指令指定的目标点,一般用于切削加工
一般用于正反转切换、加工盲孔、阶梯孔、车削切槽
平面选择指令,指定平面加工,一般用于铣床和加工中心
G17:X-Y平面,可省略,也可以是与X-Y平面相平行的平面
G18:X-Z平面或与之平行的平面,数控车床中只有X-Z平面,不用专门指定
G27:返回参考点,检查、确认参考点位置
G28:自动返回参考点(经过中间点)
G29:从参考点返回,与G28配合使用
9、车削加工:G70、G71、72、G73
TC系统车床编程详解”
G97:主轴转速控制(取消恒线速度控制指令)
更具体的得看各型号数控系统的说明书,都有介绍的。
暂停或程序中某功能的开始使用的程序号
与X轴平行的附加轴的增量坐标值或暂停时间
固定循环中的定距离或圆弧半径的指定
固定循环终止段号或固定循环中的定距