数控车床g92是什么指令
发布时间:2025-05-22 23:46:29 发布人:远客网络
一、数控车床g92是什么指令
G92指令是用来车多头螺纹螺纹切削循环G92为简单螺纹循环,该指令可切削锥螺纹和圆柱螺纹,其循环路线与前述的单一形状固定循环基本相同,只是F后边的进给量改为螺距值即可,其指令格式为:代码格式:G92 X(U) Z(W) R F J K L;
J和K为退尾,L为多头螺纹头数~~~
1、省略JK时,参数值确定退尾长。
2、省略J时,长轴方向按K退尾,短轴方向由参数确定。
4、J等于0或两个都等于0时,无退尾。
5、J不等于0或K等于0时,按J等于K退尾。
6、J等于0,K不等于0时,无退尾。
二、g92指令代码
螺纹切削循环G92:在FANUC数控系统中,数控车床螺纹切削循环加工有两种加工指令:
G92直进式切削和G76斜进式切削.由于切削刀具进刀方式的不同,使这两种加工方法有所区别,各自的编程方法也不同,工件加工后螺纹段的加工精度也有所不同.
G92 X(U)_ Z(W)_ F_J_ K_ L;(公制直螺纹切削循环)
G92 X(U)_ Z(W)_ I_ J_ K_ L;(英制直螺纹切削循环)
G92 X(U)_ Z(W)_ R_ F_ J_ K_ L;(公制锥螺纹切削循环)
G92 X(U)_ Z(W)_ R_ I_ J_ K_ L;(英制锥螺纹切削循环)
指令功能:从切削起点开始,进行径向(X轴)进刀、轴向(Z轴或 X、Z轴同时)切削,实现等螺距的
直螺纹、锥螺纹切削循环。执行 G92指令,在螺纹加工末端有螺纹退尾过程:
在距离螺纹切削终点固定长度(称为螺纹的退尾长度)处,在 Z轴继续进行螺纹插补的同时,X轴沿退刀。
方向指数或线性(由参数设置)加速退出,Z轴到达切削终点后,X轴再以快速移动速度退刀。
切削起点:螺纹插补的起始位置;
切削终点:螺纹插补的结束位置;
X:切削终点 X轴绝对坐标,单位:mm;
U:切削终点与起点 X轴绝对坐标的差值,单位:mm;
Z:切削终点 Z轴绝对坐标,单位:mm;
W:切削终点与起点 Z轴绝对坐标的差值,单位:mm;
R:切削起点与切削终点 X轴绝对坐标的差值(半径值),当 R与 U的符号不一致时,要求∣
F公制螺纹螺距,取值范围 0.001~500 mm,F指令值执行后保持,可省略输入;
I英制螺纹每英寸牙数,取值范围 0.06~25400牙/英寸,I指令值执行后保持,可省略输入;
J:螺纹退尾时在短轴方向的移动量,取值范围 0~9999.999(单位:mm),不带方向(根据程
序起点位置自动确定退尾方向),模态参数,如果短轴是X轴,则该值为半径指定,;
K:螺纹退尾时在长轴方向的长度,取值范围 0~9999.999(单位:mm),。不带方向,模态参数,如长轴是X轴,该值为半径指定;
L:多头螺纹的头数,该值的范围是:1~99,模态参数。(省略L时默认为单头螺纹)
三、数控车螺纹G92怎么编程
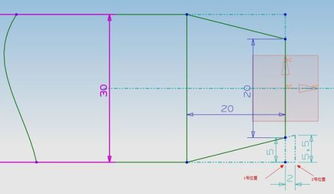
1、格式G92X-Z-R-P-( X-Z-坐标值,R大小经半径值,P螺距)。
2、公制螺纹双边牙高计算公式: 1.08*P(P为螺距)如:螺距为1.5双边牙高=1.08*1.5=1.62。
4、R=(45-20)/2=12.5(Z注外螺纹为-,内螺纹R为+)。
5、以你的螺距为1.5为例编程如下:
I螺纹退尾时,X轴方向的移动距离
K螺纹退尾时退尾起点距终点在Z轴方向的距离
圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ'=1mm,每次吃刀量(直径值)分别为0.8mm、0.6 mm、0.4mm、0.16mm。
N1 G92 X50 Z120(设立坐标系,定义对刀点的位置)
N2 M03 S300(主轴以300r/min旋转)
N3 G00 X29.2 Z101.5(到螺纹起点,升速段1.5mm,吃刀深0.8mm)
N4 G32 Z19 F1.5(切削螺纹到螺纹切削终点,降速段1mm)
N6 Z101.5(Z轴方向快退到螺纹起点处)
N7 X28.6(X轴方向快进到螺纹起点处,吃刀深0.6mm)
N8 G32 Z19 F1.5(切削螺纹到螺纹切削终点)