数控编程M代码
发布时间:2025-05-24 05:16:44 发布人:远客网络
一、数控编程M代码
1、 M17机外测量数据通过RS232C传送请求
2、 M20尾架干涉区或主轴干涉监视关(对面双主轴规格)
3、 M21尾架干涉区或主轴干涉监视开(对面双主轴规格)
4、 M22倒角关M23倒角开 M24卡盘干涉区关,刀具干涉区关
5、 M61圆周速度恒定切削时,恒定旋转应答忽视
6、 M67凸轮车削循环中同步运行模式取消
7、 M85LAP粗车循环后不返回起始位置
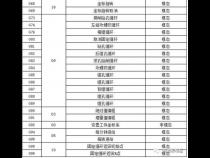
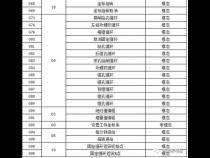
二、数控车床编程代码表
2. M03 S1000指令表示主轴以每分钟1000的速度正转;
5. M11和M15指令用于控制主轴切削液的停止;
7. M85指令表示工件计数器加一;
9. M99指令表示循环执行所有程序;
10. G代码是数控编程中的另一类指令,G00表示快速定位;
12. G02指令表示主轴顺时针圆弧切削;
13. G03指令表示主轴逆时针圆弧切削;
14. G28 U0 W0指令用于U轴和W轴的复位;
15. G41指令用于刀尖左侧半径补偿;
16. G42指令用于刀尖右侧半径补偿;
17. G97指令表示以转速控制进给;
18. G98指令表示以时间控制进给;
拓展回答:数控车床编程的学习应针对具体系统进行,熟悉该系统的G、M代码至关重要。掌握了这些代码并了解何时使用何种代码,可以开始尝试编写简单的零件程序以提高熟练度。随着对各种功能指令的了解加深,可以尝试加工一些简单的零件,实现理论与实践相结合,从而轻松掌握数控编程技巧。
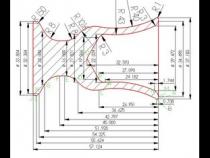
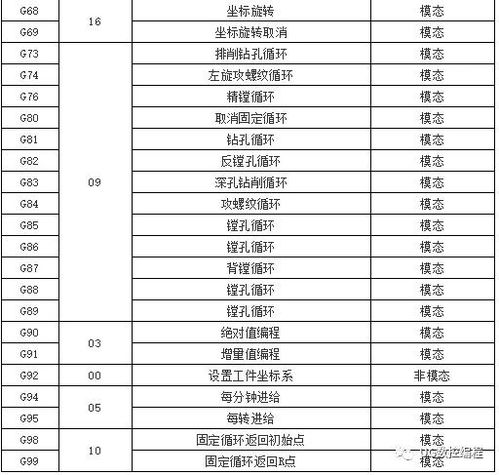
三、数控铣床编程图及代码
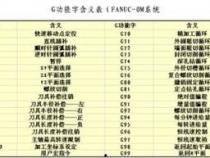
1、准备功能G代码用来规定刀具和工件的相对运动轨迹、机床坐标系、坐标平面、刀具补偿、坐标偏置等多种加工操作。
G00快速点定位、G01直线插补、G02顺时针圆弧插补、G03逆时针圆弧插补、G04暂停
G05.1预读处理控制、G07.1圆柱插补、G08预读处理控制、G09准确停止、G10可编程数据输入。
G11可编程数据输入、G15极坐标取消、G16极坐标指令、G17选择XY平面、G18选择ZX平面、G19选择YZ平面、G20英寸输入等等。
2、辅助功能M代码用于指令数控机床辅助装置的接同和关断,如主轴转/停、切削液开/关,卡盘夹紧/松开、刀具更换等动作。
M00 程序暂停、M01 程序选择停止、M02 程序结束、M03 主轴正转、M04 主轴反转 、M05 主轴停止、M06 换刀、M08 切削液开、M09 切削液关、M98 调用子程序等等。