数控车床 车圆弧 下面这图 怎么编写程序
发布时间:2025-05-23 17:24:18 发布人:远客网络
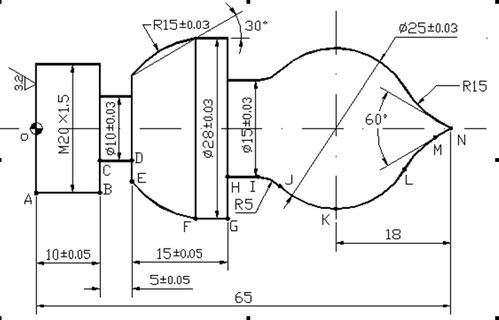
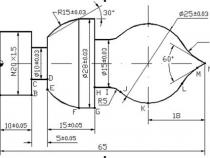
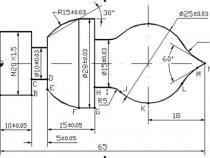
一、数控车床 车圆弧 下面这图 怎么编写程序
FUNAC数控车编程如下:(G72外端面粗切循环加工)
N10 T0101(换一号刀,确定其坐标系)
N20 G54 G00 X100 Z80(到程序起点或换刀点位置)
N30 M03 S400(主轴以400r/min正转)
N50 G72 P80 Q170 U0.2 W0.5 F0.3(外端面粗切循环加工)
N60 G00 X100 Z80(粗加工后,到换刀点位置)
N70 G42 X80 Z1(加入刀尖园弧半径补偿)
N80 G00 Z-56(工轮廓开始,到锥面延长线处)
N90 G01 X54 Z-40 F80(加工锥面)
N110 G02 U-8 W4 R4(加工R4圆弧)
N150 G03 U-4 W2 R2(加工R2圆弧)
N170 U-6 W3(加工倒2×45°角,加工轮廓结束)
N180 G00 X50(退出已加工表面)
N190 G40 X100 Z80(取消半径补偿,返回程序起点位置)
N200 M30(主轴停、主程序结束并复位)
////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:(G72外端面粗切循环加工)
N1 T0101(换一号刀,确定其坐标系)
N2 G54 G00 X100 Z80(到程序起点或换刀点位置)
N3 M03 S400(主轴以400r/min正转)
N5 G72W1.2R1P8Q17X0.2Z0.5F100(外端面粗切循环加工)
N6 G00 X100 Z80(粗加工后,到换刀点位置)
N7 G42 X80 Z1(加入刀尖园弧半径补偿)
N8 G00 Z-56(精加工轮廓开始,到锥面延长线处)
N9 G01 X54 Z-40 F80(精加工锥面)
N11 G02 U-8 W4 R4(精加工R4圆弧)
N12 G01 X30(精加工Z26处端面)
N15 G03 U-4 W2 R2(精加工R2圆弧)
N17 U-6 W3(精加工倒2×45°角,精加工轮廓结束)
N19 G40 X100 Z80(取消半径补偿,返回程序起点位置)
N20 M30(主轴停、主程序结束并复位)
N10 G54 G00 X80 Z80(选定坐标系,到程序起点位置)
N20 M03 S400(主轴以400r/min正转)
N30 G00 X60 Z5(到循环起点位置)
N40 G73 P50 Q130 U0.6 W0.1 F0.2(闭环粗切循环加工)
N50 G00 X0 Z3(精加工轮廓开始,到倒角延长线处)
N60 G01 U10 Z-2 F80(精加工倒2×45°角)
N80 G02 U10 W-5 R5(精加工R5圆弧)
N90 G01 Z-35(精加工Φ20外圆)
N100 G03 U14 W-7 R7(精加工R7圆弧)
N110 G01 Z-52(精加工Φ34外圆)
N130 U10(退出已加工表面,精加工轮廓结束)
N140 G00 X80 Z80(返回程序起点位置)
N150 M30(主轴停、主程序结束并复位)
/////////////////////////////////////////////////////////////////////////////////////////////////////
N1 G54 G00 X80 Z80(选定坐标系,到程序起点位置)
N2 M03 S400(主轴以400r/min正转)
N3 G00 X60 Z5(到循环起点位置)
N4 G73 U3 W0.9 R3 P5 Q13 X0.6 Z0.1 F120(闭环粗切循环加工)
N5 G00 X0 Z3(精加工轮廓开始,到倒角延长线处)
N6 G01 U10 Z-2 F80(精加工倒2×45°角)
N8 G02 U10 W-5 R5(精加工R5圆弧)
N10 G03 U14 W-7 R7(精加工R7圆弧)
N11 G01 Z-52(精加工Φ34外圆)
N13 U10(退出已加工表面,精加工轮廓结束)
N14 G00 X80 Z80(返回程序起点位置)
N15 M30(主轴停、主程序结束并复位)
这里有好几个有用G72的G73的完整的加工程序从粗加工到精加工........法拉克和广数是基本一样..........................有什么不懂的或其他程序不懂得可以给我留言我会一一给您解答.....希望能有所帮助还有种用G71方法在这就不写了...本人认为用G72或g71加工较合适
二、圆弧在数控车床上怎么编程
圆弧插补指令命令刀具在指定平面内按给定的F进给速度作圆弧运动,切削出圆弧轮廓。
圆弧插补指令分为顺时针圆弧插补指令G02和逆时针圆弧插补指令G03。圆弧插补的顺逆方向判断:沿圆弧所在平面(如XZ平面)的垂直坐标轴的负方向(-Y)看去,顺时针方向为G02,逆时针方向为G03。
数控车床是两坐标的机床,只有x轴和z轴,那么如何判断圆弧的顺逆呢?应按右手定则的方法将r轴也加上去来考虑。观察者让r轴的正向指向自己(即沿y轴的负方向看去),站在这样的位置上就可正确判断X-Z平面上圆弧的顺逆时针了。
在车床上加工圆弧时,不仅要用G02/G03指出圆弧的顺逆时针方向,用X(U),z(W)指定圆弧的终点坐标,而且还要指定圆弧的中心位置。常用指定圆心位置的方式有两种,因而G02/G03的指令格式有两种:1)用I、K指定圆心位置:
1)采用绝对值编程时,圆弧终点坐标为圆弧终点在工件坐标系中的坐标值,用X、Z表示。当采用增量值编程时,圆弧终点坐标为圆弧终点相对于圆弧起点的增量值,用U、W表示。
2)圆心坐标I、K为圆弧起点到圆弧中心所作矢量分别在X、Z坐标轴方向上的分矢量(矢量方向指向圆心)。本系统I、K为增量值,并带有“土”号,当分矢量的方向与坐标轴的方向不一致时取“-”号。
3)当用半径R指定圆心位置时,由于在同一半径R的情况下,从圆弧的起点到终点有两个圆弧的可能性,为区别二者,规定圆心角α≤1800时,用“+R”表示,α>1800时,用“-R”表示。
4)用半径R指定圆心位置时,不能描述整圆。
方法一用I、K表示圆心位置,绝对值编程,
N05 G02 X40.0 Z-40.0 I10.0 K0 F60;
N05 G02 U20. W-10. I10. K0 F60;
方法一用I、K表示圆心位置,采用绝对值编程。
N06 G03 X40. Z-46. I10. K-6. F60;
N06 G03 U12. W-6. I0 K-6. F60;
方法二用R表示圆心位置,采用绝对值编程。
在车圆弧时,不可能用一刀就把圆弧车好,因为这样吃刀量太大,容易打刀。可以先车一个圆锥,再车圆弧。但要注意,车锥时起点和终点的确定,若确定不好则可能损伤圆弧表面,也有可能将余量留得太大。对于较复杂的圆弧,用车锥法较复杂,可用车圆法。
车圆法就是用不同半径的圆来车削,最终将所需圆弧车出来,此方法的缺点是计算较麻烦。
三、数控车床车外圆弧怎么编
1、内圆弧就是要车圆弧减去刀剑半径,直接变成即可,外圆弧刀尖半径加你要车圆弧。
2、一些数控系统没有刀尖圆弧半径补偿功能。车45度倒角编程,可加修正值0.6r,(0.5858r,r是刀尖圆弧半径值)。
3、例如用r0.8刀尖,车2*45°倒角:0.8*0.6=0.48,按2.48*45°编程。用r0.4的刀尖车1*45°倒角:0.4*0.6=0.24,按1.24*45°编程。
数控车床是数字程序控制车床的简称,它集通用性好的万能型车床、加工精度高的精密型车床和加工效率高的专用型车床的特点于一身,是国内使用量最大,覆盖面最广的一种数控机床。数控车床加工的典型零件一般为轴套类零件和盘类零件,其具有加工精度高、效率高、自动化程度高的特点;
数控车床可分为卧式和立式两大类。卧式车床又有水平导轨和倾斜导轨两种。档次较高的数控卧车一般都采用倾斜导轨。按刀架数量分类,又可分为单刀架数控车床和双刀架数控车,前者是两坐标控制,后者是4坐标控制。双刀架卧车多数采用倾斜导轨。
以下列出几个带有普通性的日常维护内容。
1.每天做好各导轨面的清洁润滑,有自动润滑系统的机床要定期检查、清洗自动润滑系统,检查油量,及时添加润滑油,检查油泵是否定时启动打油及停止。
2.每天检查主轴箱自动润滑系统工作是否正常,定期更换主轴箱润滑油。
3.注意检查电器柜中冷却风扇是否工作正常,风道过滤网有无堵塞,清洗沾附的尘土。
4.注意检查冷却系统,检查液面高度,及时添加油或水,油、水脏时要更换清洗。
5.注意检查主轴驱动皮带,调整松紧程度。
6.注意检查导轨镶条松紧程度,调节间隙。
7.注意检查机床液压系统油箱油泵有无异常噪声,工作油面高度是否合适,压力表指示是否正常,管路及各接头有无泄露。
8.注意检查导轨、机床防护罩是否齐全有效。
9.注意检查各运动部件的机械精度,减少形状和位置偏差。
10.每天下班做好机床清扫卫生,清扫铁屑,擦静导轨部位的冷却液,防止导轨生锈.