加工中心铣整圆弧怎么编程
发布时间:2025-05-22 08:49:51 发布人:远客网络

一、加工中心铣整圆弧怎么编程
1、圆弧插补指令用于加工中心铣圆弧时的编程,具体包括顺时针圆弧插补G02和逆时针圆弧插补G03。使用这些指令时,必须确保沿着刀具进给路径来确定圆弧段的方向。
2、圆弧半径编程中,指令格式为G02/G03X_Y_Z_R_F;首先需要移动到圆弧的初始点。当圆弧半径编程用于圆弧段小于或等于半圆时,使用+R;若圆弧段大于半圆但小于整圆,则使用-R。值得注意的是,圆弧半径R编程并不适用于整圆的加工。
3、用I、J、K编程方式则更适合于加工整圆,其格式为G02G03X_Y_Z_I_J_K_F_。I、J、K分别表示XYZ方向相对于圆心的距离,具体来说,X方向用I表示,Y方向用J表示,Z方向用K表示(在G17平面上,K为0)。判断I、J、K正负的方法是:假设刀具停留在轴的负方向,往正方向进给,即与坐标轴同向,则取正值,反之为负值。
4、在加工整圆时,通常将刀具定位到圆心,下刀后移动到x轴或Y轴的轴线上,这样便于编程。这样操作不仅可以简化编程步骤,还能提高加工精度和效率。
二、数控铣床铣圆怎么编程
1、在数控铣床上,编程铣圆时,主要使用圆弧插补指令G02或G03。对于圆弧插补,通常使用格式G02或G03X()Y()R()F(),其中X、Y代表圆弧终点的坐标值。在编程时,圆心坐标是必须的,除非使用其他格式。当采用G02或G03进行编程时,可以直接编写过象限的圆或整圆。需要注意的是,如果参数区未输入间隙补偿,而机床的实际反向间隙与设定值相差较大,可能会导致工件上出现明显的切痕。
2、另一种编程方式为G02或G03X()Y()R()F(),其中R为工件单边R弧的半径,带有正负号。正号表示圆弧角度小于180度,负号表示圆弧角度大于180度,其中正号可以省略。如果终点与起点的长度值大于2R,系统将用直线代替圆弧。例如,G02X60Z50R20F120就符合这一格式。
3、还有两种格式:G02X()Y()CR()F()和G02X()Y()D()F()。CR()代表半径,D()代表直径,这两种格式基本上与G02或G03X()Y()R()F()相同。
4、顺圆插补G03的编程与G02指令相同,但圆弧旋转方向相反。使用G03编程时,同样需要提供圆心坐标。无论是逆圆插补还是顺圆插补,圆弧终点的坐标值X、Y均需给出,而圆心坐标I、K则是圆弧终点坐标与圆弧起点坐标的差值。
5、在编写程序时,还需要注意F(进给速度)的设定。合理的进给速度可以提高加工效率,同时减少加工过程中的振动和噪音。进给速度的选择应根据刀具、工件材料和机床性能来确定。
三、加工中心整圆怎么编程
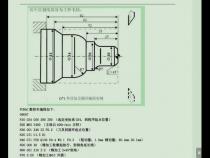
1. G02顺时针圆弧插补:沿着刀具进给路径,圆弧段为顺时针。
2. G03逆时针圆弧插补:沿着刀具进给路径,圆弧段位逆时针。圆弧半径编程 1.格式:G02/G03X_Y_Z_R_F; 2.移到圆弧初始点;
3. G02/G03+圆弧终点坐标+R圆弧半径。(圆弧<或=半圆用+R;大于半圆(180度)小于整圆(360度)用-R。圆弧半径R编程不能用于整圆加工。)用I、J、K编程(整圆加工) 1.格式:G02\G03X_Y_Z_I_J_K_F_; 2. I、J、K分别表示X\Y\Z方向相对于圆心之间的距离,X方向用I表示,Y方向用J表示,z方向用K表示(G17平面K为0)。正负判断方法:刀具停留在轴的负方向,往正方向进给,也就是与坐标轴同向,那么就取正值,反之为负。技巧 1.在加工整圆时,一般把刀具定位到中心点,下刀后移动到x轴或Y轴的轴线上,这样就有一根轴是0,便于编程。