数控G72怎么编程是什么
发布时间:2025-05-24 04:32:25 发布人:远客网络
一、数控G72怎么编程是什么
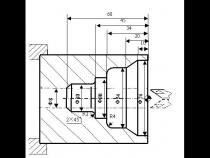
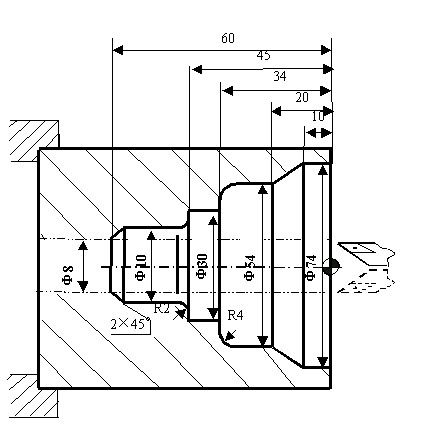
编制图1所示零件的加工程序:要求循环起始点在A(6,3),切削深度为1.2mm。退刀量为1mm,X方向精加工余量为0.2mm,Z方向精加工余量为0.5mm,其中点划线部分为工件毛坯。
G72内径粗切复合循环编程实例如下:
N1 G92 X100 Z80(设立坐标系,定义对刀点的位置)
N2 M03 S400(主轴以400r/min正转)
N3 G00 X6 Z3(到循环起点位置)
G72W1.2R1P5Q15X-0.2Z0.5F100(内端面粗切循环加工)
N5 G00 Z-61(精加工轮廓开始,到倒角延长线处)
N6 G01 U6 W3 F80(精加工倒2×45°角)
N8 G03 U4 W2 R2(精加工R2圆弧)
N12 G02 U8 W4 R4(精加工R4圆弧)
N13 G01 Z-20(精加工Φ54外圆)
N15 Z3(精加工Φ74外圆,精加工轮廓结束)
N16 G00 X100 Z80(返回对刀点位置)
N17 M30(主轴停、主程序结束并复位)
二、g72螺纹编程格式
1、格式G92X-Z-R-P-( X-Z-坐标值,R大小经半径值,P螺距)。
2、公制螺纹双边牙高计算公式: 1.08*P(P为螺距)如:螺距为1.5双边牙高=1.08*1.5=1.62。
4、R=(45-20)/2=12.5(Z注外螺纹为-,内螺纹R为+)。
5、以你的螺距为1.5为例编程如下:
I螺纹退尾时,X轴方向的移动距离
K螺纹退尾时退尾起点距终点在Z轴方向的距离
圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ'=1mm,每次吃刀量(直径值)分别为0.8mm、0.6 mm、0.4mm、0.16mm。
N1 G92 X50 Z120(设立坐标系,定义对刀点的位置)
N2 M03 S300(主轴以300r/min旋转)
N3 G00 X29.2 Z101.5(到螺纹起点,升速段1.5mm,吃刀深0.8mm)
N4 G32 Z19 F1.5(切削螺纹到螺纹切削终点,降速段1mm)
N6 Z101.5(Z轴方向快退到螺纹起点处)
N7 X28.6(X轴方向快进到螺纹起点处,吃刀深0.6mm)
N8 G32 Z19 F1.5(切削螺纹到螺纹切削终点)
三、g73编程格式是什么
输入:G73U--W--R--;G73P--Q--U--W--F--。
由于数控车G73这些零件的径向尺寸,无论是测量尺寸还是图纸尺寸,都是以直径值来表示的,所以数控车床采用直径编程方式,即规定用绝对值编程时,X为直径值,用相对值编程时,则以刀具径向实际位移量的二倍值为编程值。
对于不同的数控车床、不同的数控系统,其编程基本上是相同的,个别有差异的地方,要参照具体机床的用户手册或编程手册。
1、坐标系、程序的基本知识G代码,M功能
2、G00—快速定位G01—直线插补,G02、G03—圆弧插补
8、G72—内外端面复合循环,G73—封闭轮廓复合循环,G74—端面孔循环
9、G75—径向槽加工循环,G76—螺纹复合循环