数控车床g71怎么编程请举个例子谢谢了
发布时间:2025-05-24 05:39:29 发布人:远客网络
一、数控车床g71怎么编程请举个例子谢谢了
U表示背吃刀量(半径值)R表示退刀量
P表示精加工轨迹中第一个程序段号
Q表示精加工轨迹中最后一个程序段号
U表示径向(X轴)精车余量(直径值)
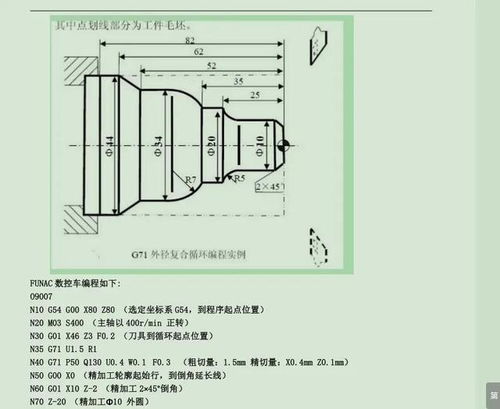
所有循环指令都需要制定循环点,循环点又叫起刀点,该位置一般定在毛坯直径+2,长度为2的位置,例如毛坯直径为30,循环点为X32,Z2.
毛坯为棒料,粗加工切削深度为7mm,进给量0.3mm/r,主轴转速为500r/mm,精加工余量X向4mm(直径上),Z向2mm,进给量为0.15mm/r,主轴转速为800r/min,程序起点见图。
/iknow-pic.cdn.bcebos.com/3801213fb80e7bec43e66dbd222eb9389b506ba9"target="_blank"title="点击查看大图"class="ikqb_img_alink">/iknow-pic.cdn.bcebos.com/3801213fb80e7bec43e66dbd222eb9389b506ba9?x-bce-process=image%2Fresize%2Cm_lfit%2Cw_600%2Ch_800%2Climit_1%2Fquality%2Cq_85%2Fformat%2Cf_auto"esrc=""/>
N03G71U7.0R1.0P04Q10U4.0W2.0S500;(粗车循环)
二、g71程序怎么编程
1、其中:X(U)—精加工轮廓起点的X轴坐标值
2、I---X轴方向每次进刀量,直径值表示,无符号数
3、K---X轴方向每次退刀量,直径值表示,无符号数
4、L---描述最终轨迹的程序段数量(不包括自身).范围:1-99
5、Z轴切削进给,进给终点由系统自动计算
6、重复2-5的过程直到X方向到达指令中X指令的位置
7、G71是数控加工技术指令中的外圆粗车复合循环指令
8、格式:G71U(△d)R(r)P(ns)Q(nf)E(e)F(f)S(s)T(t)
9、G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
10、ns为精加工轮廓程序段中开始段的段号;
11、nf为精加工轮廓程序段中结束段的段号;
12、Δu为留给X轴方向的精加工余量;(直径值)
13、Δw为留给Z轴方向的精加工余量;
14、f、s、t为粗车时的进给量、主轴转速及所用刀具。而精加工时处于ns到nf程序段之内的F、S、T有效。
三、数控G71怎么编程有图!
1、G71是数控加工技术指令中的外圆粗车复合循环指令。
2、格式:G71U(△d)R(r)P(ns)Q(nf)E(e)F(f)S(s)T(t)
3、G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
4、备注:Δd为背吃刀量;e为退刀量;
5、ns为精加工轮廓程序段中开始段的段号;
6、nf为精加工轮廓程序段中结束段的段号;
7、Δu为留给X轴方向的精加工余量;
8、Δw为留给Z轴方向的精加工余量;
9、f、s、t为粗车时的进给量、主轴转速及所用刀具。
10、精加工时处于ns到nf程序段之内的F、S、T有效。