数控车床编程的程序格式是怎样的
发布时间:2025-05-21 02:05:59 发布人:远客网络
一、数控车床编程的程序格式是怎样的
1、格式G92X-Z-R-P-( X-Z-坐标值,R大小经半径值,P螺距)。
2、公制螺纹双边牙高计算公式: 1.08*P(P为螺距)如:螺距为1.5双边牙高=1.08*1.5=1.62。
4、R=(45-20)/2=12.5(Z注外螺纹为-,内螺纹R为+)。
5、以你的螺距为1.5为例编程如下:
I螺纹退尾时,X轴方向的移动距离
K螺纹退尾时退尾起点距终点在Z轴方向的距离
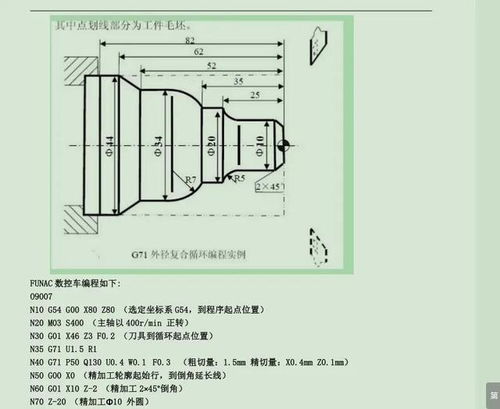
圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ'=1mm,每次吃刀量(直径值)分别为0.8mm、0.6 mm、0.4mm、0.16mm。
N1 G92 X50 Z120(设立坐标系,定义对刀点的位置)
N2 M03 S300(主轴以300r/min旋转)
N3 G00 X29.2 Z101.5(到螺纹起点,升速段1.5mm,吃刀深0.8mm)
N4 G32 Z19 F1.5(切削螺纹到螺纹切削终点,降速段1mm)
N6 Z101.5(Z轴方向快退到螺纹起点处)
N7 X28.6(X轴方向快进到螺纹起点处,吃刀深0.6mm)
N8 G32 Z19 F1.5(切削螺纹到螺纹切削终点)
二、数控车床的程序段如何编写
在地址T后面指定2位数/4位数,代码信号和选通信号送到机床,用于选择机床上的刀具。
一个程序段只能指定一个T代码。关于T地址后可指令的数字位数以及T代码和机床操作之间的对应关系,见机床制造商的说明书。当移动指令和T代码在同一程序段指令时,按照下面两种方法中的一种执行指令:
1.同时执行移动指令和T功能指令。
2.在移动指令执行完成时执行T功能指令。
选择哪一种取决于机床制造商的规定。详见机床制造商的说明书。
T代码后的数值表示希望用的刀具。数值的一部分用作刀偏号表示刀偏的补偿量。
GSK980TDb的刀具功能(T代码)具有两个作用:自动换刀和执行刀具偏置。自动换刀的控制逻辑由PLC梯形图处理,刀具偏置的执行由NC处理。
□□-目标刀具号(01-32,前导0不能省略)
○○-刀具偏置号(00-32,前导0不能省略)
代码功能:自动刀架换刀到目标刀具号刀位,并按代码的刀具偏置号执行刀具偏置。刀具偏置号可以和刀具号相同,也可以不同,即一把刀具可以对应多个偏置号。在执行了刀具偏置后,再执行T□□00,CNC将按当前的刀具偏置反向偏移,CNC由已执行刀具偏置状态改变为未补偿状态,这个过程称为取消刀具偏置。上电时,T代码显示的刀具号、刀具偏置号均为掉电前的状态。
在一个程序段中只能有一个T代码,在程序段中出现两个或两个以上的T代码时,CNC产生报警。
数控车床编程指的是在数控加工领域内,给数控机床输入特定的指令,使其完成特定轨迹或者特定形状的加工。
在大型模具加工中,有不少尺寸大且形状复杂的零件。
这些零件热处理后的变形量较大,磨削加工有困难,而在数控车床上可以用陶瓷车刀对淬硬后的零件进行车削加工,以车代磨,提高加工效率。
为了进一步提高车削加工的效率,通过增加车床的控制坐标轴,就能在一台数控车床上同时加工出两个多工序的相同或不同的零件。
(1)快速夹紧卡盘减少了调整时间。
(2)快速夹紧刀具减少了刀具调整时间。
(3)刀具补偿功能节省了刀具补偿的调整时间。
(4)工件自动测量系统节省了测量时间并提高加工质量。
(5)由程序指令或操作盘的指令控制顶尖架的移动也节省了时间。
参考资料:百度百科数控机床编程
三、数控车床编程与操作
引导语:数控车床主要加工轴类零件和法兰类零件,使用四脚卡盘和专用夹具也能加工出复杂的零件。下面我就简单介绍下一数控车床编程与操作的内容。
数控车床使用的长度单位量纲有米制和英制两种,由专用的指令代码设定长度单位量纲,如FANUC-0TC系统用G20表示使用英制单位量纲,G21表示使用米制单位量纲。
数控车床有直径编程和半径编程两种方法,前一种方法把X坐标值表示为回转零件的直径值,称为直径编程,由于图纸上都用直径表示零件的回转尺寸,用这种方法编程比较方便,X坐标值与回转零件直径尺寸保持一致,不需要尺寸换算。另一种方法把X坐标值表示为回转零件的半径值,称为半径编程,这种表示方法符合直角坐标系的表示方法。考虑使用上方便,采用直径编程的方法居多数。
数控车床刀架布置有两种形式:前置刀架和后置刀架。如图3-1-1所示,前置刀架位于Z轴的前面,与传统卧式车床刀架的布置形式一样,刀架导轨为水平导轨,使用四工位电动刀架;后置刀架位于Z轴的后面,刀架的导轨位置与正平面倾斜,这样的结构形式便于观察刀具的'切削过程、切屑容易排除、后置空间大,可以设计更多工位的刀架,一般全功能的数控车床都设计为后置刀架。
M指令功能有效性指在同一程序段中M指令功能与其它指令功能有效的顺序,与指令在程序段中排列次序无关。有的M指令功能在其它指令功能执行前有效,如M03与G01指令;有的M指令功能在其它指令功能执行后有效,如G00与M02指令。
所谓数控机床的初始状态指数控机床通电后具有的状态,也称为数控系统内部默认的状态,一般设定绝对坐标方式编程、使用米制长度单位量纲、取消刀具补偿、主轴和切削液泵停止工作等状态作为数控机床的初始状态。