g70是什么意思
发布时间:2025-05-20 20:07:59 发布人:远客网络

一、g70是什么意思
g70是数控加工技术指令中的精加工循环指令。
在数控编程中,G70通常用于在粗加工之后进行精加工。在执行G70指令之前,程序员需要首先定义粗加工的路径和参数,这些粗加工路径会去除大部分的材料,并留下一定的余量。然后,程序员会指定精加工的路径和参数,这些路径会去除粗加工留下的余量,以达到最终的加工精度要求。
当机床执行G70指令时,它会首先执行粗加工路径,然后执行精加工路径。通过这种方式,G70指令能够确保加工表面的精度和平滑度,同时提高加工效率。
需要注意的是,G70指令的具体实现方式可能因不同的数控系统和机床类型而有所差异。因此,在实际应用中,程序员需要参考机床的说明书和编程手册,以确保正确地使用G70指令。
此外,G70指令通常与其他数控指令一起使用,以实现复杂的加工任务。例如,程序员可能会使用G00、G01、G02、G03等指令来定义粗加工和精加工的路径,以及使用G04指令来设置加工暂停等。通过合理地组合这些指令,程序员可以完成各种复杂的数控加工任务。
总的来说,G70指令是数控加工技术中非常重要的一部分,它能够实现高效、精确的加工,为现代制造业的发展做出了重要贡献。
二、数控车床g71怎么编程请举个例子谢谢了
U表示背吃刀量(半径值) R表示退刀量
P表示精加工轨迹中第一个程序段号
Q表示精加工轨迹中最后一个程序段号
U表示径向(X轴)精车余量(直径值)
所有循环指令都需要制定循环点,循环点又叫起刀点,该位置一般定在毛坯直径+2,长度为2的位置,例如毛坯直径为30,循环点为X32,Z2.
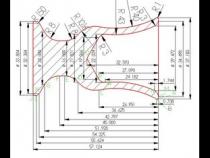
毛坯为棒料,粗加工切削深度为7mm,进给量0.3mm/r,主轴转速为500r/mm,精加工余量X向4mm(直径上),Z向2mm,进给量为0.15mm/r,主轴转速为800r/min,程序起点见图。
N01 G92 X200.0 Z220.0;坐标系设定
N03 G71 U7.0 R1.0 P04 Q10 U4.0 W2.0 S500;(粗车循环)
三、g70数控车床编程实例
数控车床g71格式为: G71U_ R_ G71P_ Q_ U_ W_ F_参数说明第一行: U表示背吃刀量(半径值) R表示退刀量第二行: P表示精加工轨迹中第一个程序段号 Q表示精加工轨迹中最后一个程序段号 U表示径向(X轴)精车余量(直径值) W表示轴向(Z轴)精车余量所有循环指令都需要制定循环点,循环点又叫起刀点,该位置一般定在毛坯直径+2,长度为2的位置,例如毛坯直径为30,循环点为X32,Z2.